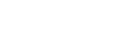
嚴密的密封需要一種材料的塑性變形進入另一種材料表面波谷中并結合成平面�����,如圖1-1的示例�,用來阻塞筆直的泄漏通路��;這樣�,使這些通路成為既長而又曲折。密封力遠低于壓縮應力�,而壓縮應力將使整個接合面塑性變形�;所以,接觸部分是表觀的����。實際上,僅每個表面的最高點在接觸�,力的集中可能超過屈服點,在閥門關閉件上的高出點將產生塑性變形�。電動執(zhí)行器更進一步的關閉需要更高的閥座密封荷載來達到相同的嚴密度,一直到把微粒壓壞�����,狀態(tài)趨于穩(wěn)定。
 1-1(a) 在輕閥座密封荷載下
1-1(a) 在輕閥座密封荷載下
 1-1(b) 在重閥座密封荷載下
1-1(b) 在重閥座密封荷載下
錐形接合面在閥芯和閥座相互接觸和荷載出現(xiàn)時提供一個滑動和磨擦拋光作用����。這種接合面比垂直接觸具有更嚴密的初始密封,并在反復關閉時仍保持更嚴密的密封��。一個接合面���,其最小密封寬度為0.04英寸,用來密封氣體����,最大的泄漏量為l×10-7毫升/秒/英寸直線。相同的表面光潔度和荷載����,更寬的接合面將不能密封得更嚴密�����。電動執(zhí)行器這個寬度保證有足夠高的點接觸���,以形成適當?shù)牧髯柰?��,如圖1-2中所示���。對于嚴密的密封,閥座接合面的超級研磨是不必要的����,因為當接合面開啟和關閉時磨耗在表面上的球形微粒,很快使表面粗糙化�。而且,一些流體中的雜質���,在閥門關閉時往往粘附在接合面上��,并在表面上產生壓痕����。過份的研磨����,由于增加了實際的接觸面積,而降低了閥座的嚴密性�����,因而�,對于一個固定的電動執(zhí)行器的閥座密封力所提供的單位壓縮閥座密封應力就減小了�����,或者破壞了原來表面的幾何形狀�。
 圖1-2 嚴密密封的最小接合面寬度
圖1-2 嚴密密封的最小接合面寬度
[14.7磅/英寸2(1bar)氦在平的圓形接合面的泄漏量]
下述的比較說明了獲得相同嚴密度的閥座密封力與閥座接合面精加工方法的關系,精加工形式的集中位置�,參見圖1-3和1-4���。
 圖1-3 反復關閉之后的接合表面
圖1-3 反復關閉之后的接合表面
 圖1-4 閥座接合面的精加工程度與流行的精加工方法的關系
圖1-4 閥座接合面的精加工程度與流行的精加工方法的關系
|
精加工方法
|
相對閥座密封力
|
|
金鋼砂磨光(研磨后)
|
1.0
|
|
車床車削
|
1.3
|
|
磨床磨
|
2.5
|
|
研磨(過度的)
|
2.9
|
|
(表觀面積的90%)
|
|
|
(接觸點實際地拼合)
|
|





 銷售工程師 范沁
銷售工程師 范沁 銷售工程師 馮佳林
銷售工程師 馮佳林 銷售工程師 余夢潔
銷售工程師 余夢潔 QQ:2850893532
QQ:2850893532


